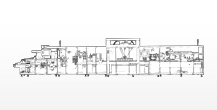
DTWHL500全自动高速泡罩枕包装盒包装生产线制造商,融入新的理念,开启一体两线双轨双用生产模式;一体两线包含了泡罩装盒生产线及泡罩枕包装盒生产线双用生产模式;双轨实现了联动线产能翻翻,使泡罩机500板/min、往复式枕包机400包/min、装盒机400盒/min生产产能大化匹配;一体两线双轨双用不仅仅降低了用工成本,也减少了占地成本,提升了终端用户生产效益。
泡罩装盒生产线速度快500板/分钟及400盒/分钟,运用于大规模生产。通过旋转机械手移送装置,将格栅推板输送带中板块,依次吸取,两次吹放入双轨输送至装盒机双伺服料库,比原有单轨泡罩输送进料再伺服落入装盒机料仓方式,在原有单机泡罩输送稳定线速度上,经旋转机械手装置实现双轨进料方式。在不改变原有输送线稳定线速度上,实现单轨至双轨产量倍增。
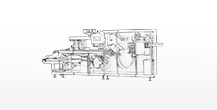
泡罩枕包装盒生产线可大化匹配500板/分钟、枕包400包/分钟及400盒/分钟产能,泡罩板输送同上,通过轨道升降切换装置,使泡罩板进入高速往复式双轨枕包机,实现枕包400包/分钟产能,再经合流输送系统将高速往复式双轨枕包机枕包袋产品移送至枕包智能多段带纠偏系统,将枕包袋一一对应住智能移送旋转机械手移送到装盒机料仓平台,再与后边说明书及通过智能伺服送盒系统上纸盒一起完成装盒包装。
1、整机按现行GMP标准车间的空间场地设计、制造。
2、整机各功能区分隔设计,采用德国进口光电眼跟踪、检测自动控制整条线运行。
3、整机各工位动作有极高的电子自动同步性,使整线的运行更协调,更平衡,噪音低。
4、整机集泡罩枕包装盒、泡罩装盒双轨双用于一体,操作简单。PLC可编程控制,触摸式人机界面。
5、自动化程度高,控制范围广,控制精度高,控制反应灵敏,稳定性好。
6、整机不仅可联动生产,且可单机生产。
7、零部件数量少,机器的结构简单,维护保养方便。
8、低分贝设计,人机工程学应用。